Steel barrel crimping calculation and characteristics (2)
Li Guixiang, Jinshui County Metal Packaging Container Factory, Yunnan Province
3. Bucket flange adjustment calculation
The barrel body is shaped, and the top and bottom of the barrel are closely related to the barrel curling. It should be coordinated and adjusted to meet the requirements of the crimping process. Because the crimping assembly is high Hb=H-2C, less than the barrel quotient H, C is the gap between the roller and the tray as shown in Fig. 6. Due to the presence of C during the crimping process, the depth of the top and bottom of the barrel before and after the barrel is not equal. Generally, the top forming depth ha of the barrel bottom setting, the pre-roll forming depth hb, and the barrel tray thickness hc must be equal, that is, ha=hb - hc.
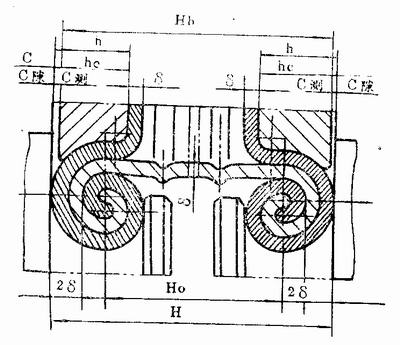
Figure 6 barrel forming profile
1Ha adjustment calculation
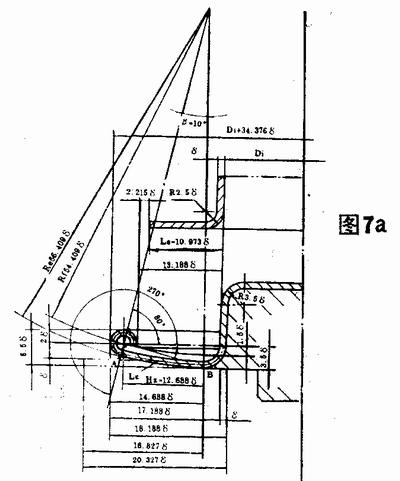
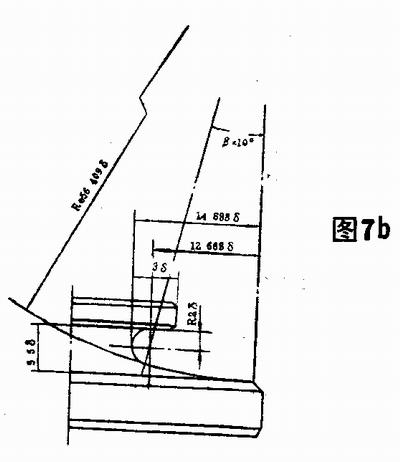
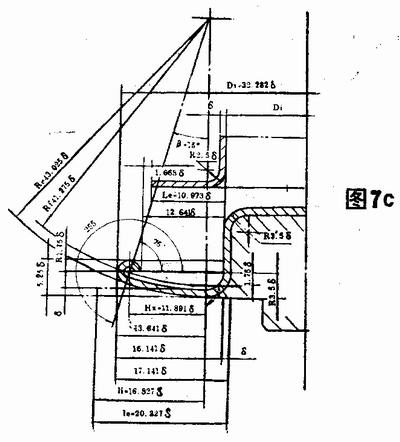
When ha=hb=hc Ha=H-4δ+K In the formula, the meaning of K is the same as the calculation of the width of the barrel. Example: H = 800 mm is known; δ = 1.5 mm; K = 6 mm. Seeking Ha. Ha=H-4δ+K=800-4×1.5+6=800 (mm) 2 Calculation of the distance between the roller end and the baffle The distance between the outer end of the roller of the flanger and the positioning baffle B is calculated as follows: B=(He-Ha)/2=(H+16.23+K-H+4δ-K)/2=10.115δ Example: H = 800 mm is known; δ = 1.5 mm; K = 6 mm. It has been found that He = 830.345 mm; Ha = 800 mm. Seek B. method 1: B=(He-Ha)/2=(830.345-800)/2=15.173mm Method 2: B=10.115δ=10.115×l.5=15.173mm Fourth, the determination of the pre-rolling parameters of the top and bottom of the barrel The main function of the top of the barrel is to prevent wrinkling during the crimping process. The pre-rolling radius should not be too large or too small. If it is too small, it cannot be formed by curling. If the material is unstable due to material instability, the crimping structure cannot meet the requirements. Generally, the curling radius is equal to or less than 3.3 times the thickness of the coil. Because the stability at the edge of the part to be rolled is very poor. When the deformation speed is constant, when the pre-roll radius is too large, a large curling force is applied to the portion to be wound. However, when the force is too large, instability and wrinkling will occur, so that the plastic flow will be lost when the curling continues, and the volume will not enter. Therefore, the pre-roll radius must be properly obtained, and it is an important part of determining the success or failure of the entire crimp. The determination of the size of the top and bottom pre-rolling parts is closely related to the design of the pre-rolling rollers. There are two basic conditions that must be met during the design of the pre-roller roll and the determination of the pre-rolled product size. 1. According to the basic purpose of the preroll, the pre-roll radius should be determined reasonably first. Generally, it is reasonable to take the pre-rolling radius to be 1.5-2 times the thickness of the coil. It conforms to the crimping theory and meets the requirements of the crimping structure, that is, R=1.5~2δ. 2. Make sure that the barrel after the flange is formed can be smoothly loaded into the top of the bucket and the bottom of the bucket, and that the maximum outer diameter around the bucket and the inner diameter of the pre-roll are left at a sufficient assembly distance. In short, the determination of the pre-rolling parameters of the top and bottom of the bucket is generally based on the thickness, material, structure and actual crimping profile of the coil, and a pre-rolling scheme of FIG. 7 is separately selected. The design of the pre-roller and the determination of the geometry parameters of the pre-roll product are then organically combined. Thereby, the geometric parameters of the top and bottom of the barrel and the pre-reel are simultaneously determined. Figure 7 bucket top and bottom pre-rolling scheme V. Adjustment and calculation of barrel curling The barrel curling edge should be calculated and adjusted in coordination with the top and bottom and the barrel body in accordance with the process requirements, in order to achieve the process requirements of the barrel curling. 1. Adjustment calculation of the axial position of the barrel mold. The outer end of the flange of the two tire molds of the barrel machine, the axial spacing Hb, and the amount of plastic shortening, barrel height, top and bottom depth, axial adjustment of the mold wheel. Gap and other factors are related. Hb can be calculated as follows: Hb=Ha-K å4δ-2C=H-2C It is known from the above equation that when K = K = K, then H = H. At this time, it is meaningful to calculate by Hb=H-2C. This shows that the axial adjustment in the barrel should pay attention to coordination: K, H, He, Ha, C (requires ha = hb = hc), the relationship between Hb, can be adjusted to the best effect. Example: H=800mm is known, C=1mm. Seeking Hu Hb=H-2C=800-2×1=798 2. Adjustment calculation of the barrel rolling wheel. When the barrel is crimped, the calculation of the radial relative position of the tire mold and the roller is related to the crimping structure. For specific calculation and adjustment, please refer to Figure 8. Figure 8 barrel adjustment calculation chart Due to the existence of the wheel seat slider clearance and the adjustment of the screw-nut clearance, it is not easy to achieve the required layer thickness dimension by one-time down adjustment of the roller. At this point, you need to lower the wheel again. The number of revolutions of the handle can be calculated by the formula when the downward adjustment is made, so that the adjustment can be targeted. The formula can be derived as follows: When the handle (the number of worm heads K-2) is turned 1 turn, the number of revolutions of the nut with the worm wheel (number of teeth Z2=24) can be calculated as follows: N2=n1K/Z2=1×2/24=2/24=1/12 turn The distance S of the axial movement of the screw (tooth distance T=4) can be calculated as follows: S=Tn2=Tn2K/Z2=4×1×2/24=0.333mm That is, the roller moves (up or down) 0.333 mm along the screw axis every 1 revolution of the handle. When the axial movement amount Sx is known, the number of revolutions of the handle can be calculated as follows: N=Sx/S=(d1-d)/0.333=3(d1-d) In the formula, N- indicates the number of revolutions of the adjustment handle; when N is a positive value, when the roller is turned down and more N is negative, the roller is up-adjusted and the unit is revolution. D1, d- respectively represent the measured radial curl thickness and the required crimp thickness, in mm. For example, it is known that δ=1.5; d=7δ=7×1.5=10.5, and the dimension d1=11 after the first wheel is actually measured, and N is obtained. N = 3 (d1-d) = 3 (11-10.5) = 3 × 0.5 = 1.5 rpm. That is, the handle turns 1 and a half, and the roller moves 0.5mm downward. Example: d = 10.5 is known, d1 = 10.83 is measured; N is found. N=3(d1-d)=3(10.833-10.5)=O.999≈1 revolution. That is, the handle rotates 1 turn, so that the roller moves downward by 0.333 mm. In short, knowing and mastering the calculation and characteristics of the barrels is the key to ensuring the production of qualified steel drums. Systematic understanding of the expansion of the crimping, the shape of the barrel, the formation and adjustment of the top and bottom of the barrel, and related adjustments can be effectively applied to actual production before receiving good results. If these calculations and characteristics can be combined with the design of the die wheel, the partial punching of the top of the bucket and the locking of the nut, the dimensional difference and the analysis of the shape difference. Then, it will be able to solve all the calculations and precise adjustments in the barrel curl.
Memory foam can automatically to adjust to body temperature, relieve pressure and help with the circulation of blood. When your body lie on it, it can diffuse pressure and keep symmetrical power to support people body. Elastic polyethylene foam brings your body every part close with mattress make you feel comfortable and at ease with high-grade velour cover.




Memory Foam Sponge,Slow Rebound Sponge,Relaxing Pillow Sponge,Memory Foam Pillow
FengRun Commodity Co.,Ltd. , https://www.yuan-qiang.com