Steel barrel seam welding process parameter calculation (2)
Zhang Shiqiang, the 7434th factory of the People's Liberation Army
Fourth, the relationship between parameters I, P, t and welding strength
1. The relationship between the strength of the solder joint and the energization welding time t under the condition that other parameters are constant, as shown in Fig. 5. When the power is asked to increase t, the welding strength σ also increases. When P = 6000 (N), t = 0.5 (s), only plastic deformation occurs, the temperature of the weld zone is unstable, and the weld strength σ is also unstable. A stable trend occurs after point B, but this stability is related to the composition and thickness of the material. If the value of t is too large, the weld nugget is not easily formed, and metal splashing occurs, so the energization welding time t directly affects the weld strength σ.
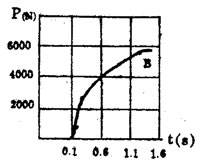
Figure 5
2. Effect of electrode roller pressure P on welding strength σ
When contact welding, the P value affects the R touch, which affects the generation of welding heat. The heat of welding is related to the formation of the weld nugget. When the P value is too large, the weld nugget cannot be formed, and the weld strength σ is lowered; when it is too small, the workpiece cannot be plastically deformed. In the case where the current I is a constant, the metal can have a preload and a forging pressure, as shown in FIG.
3. The welding current I is directly related to the welding strength and is proportional to the strength σ, but it should not be too large, otherwise the welding strength will decrease. Its value is related to the nature of the material.
5. Introduce key process parameter calculation formulas based on mechanism analysis
The key process parameters are as follows: electrode working surface shape and size multi-welding time; welding heat index value, electrode pressure value; edge width.
For the spot welding and seam welding, the seam welding is intermittent electric welding, which is essentially the continuous overlap of the welding nuggets during spot welding, and the weld nugget overlap ratio of the seam welding is 45-50%. See Figure 6.
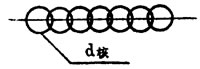
Image 6
1. Electrode working surface shape and size
(1) Spot welding. In order to ensure that the solder joint has a certain melting core, the core diameter and penetration rate formula are as follows:
d core = 2δ+3 (12)
In the formula:
d core - weld nugget diameter (mm); δ - weldment thickness in two weldments (mm)
The so-called penetration rate refers to the depth h of the molten core and the percentage of the weldment thickness δ. The penetration rate is usually 50-70%. The mathematical relationship is:
h=(0.5~0.7)δ
The surface shape of the electrode workpiece of the formula (12) is shown in Fig. 7. Calculation formula:
d pole = d core / (0.9 ~ 1.4) (mm) (14)
In the formula:
d pole - spot welding electrode diameter (mm); d core - welding core diameter (mm)
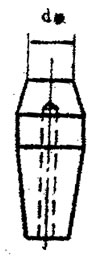
Figure 7
(2) Seam welding. A chromium wrong copper disk with a diameter of less than 300 mm is used, and its roll width B is shown in Fig. 8. B is determined by the following formula,
B≥d core/0.9 (15)
The parameter is taken to a value of 0.9 mainly considering the contact area.
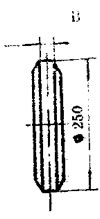
Figure 8
2, welding time
(1) Welding time of spot welding. According to the relevant manual, it is a constant for low carbon steel, which varies with thickness. R = 0.2-0.6 (s). Spot welding pitch C point = 25d core.
(2) Seam welding time. The time of seam welding for one cycle should be the sum of the welding current pulse time t-welding and the rest time t body.
t=t welding+t rest (16)
Each material has a range of t-weld and t-rates in a single weld cycle.
Carbon steel t welding = (0.5-0.7) t, aluminum alloy t welding = ( 0.5 - 0.35 ) t
Low carbon steel is usually taken according to experience
t welding = 0.5t (17)
The total time t of each welding cycle can be determined according to the welding pitch C and the welding speed V. For products with high airtightness, the pitch C of the solder joints is 50% smaller than the diameter of the weld nuggets. Seam welding pitch c seam = (1/2) d core, according to formula (12):
c slit = (1/2) (2δ + 3) = δ + 1.5 (18)
The formula for welding the total time t of a cycle is as follows摹
t=60c/1000=0.06c/v (19)
In the formula:
t - total time of welding one cycle (S); c - spacing (mm); V - welding speed (m / min), usually V is limited by the speed of the seam welder, generally 0.9-1 m / min In order to ensure the welding quality, take v=0.9m/min.
If calculated by the AC cycle of the seam welder, the number of cycles Z
Z=0.06fc/v (20)
Since f=50Hz, the formula (15) is
Z=3c/v (21)
Refer to formulas (16) and (17) for low carbon steel welding.
t welding = t rest = 0.03c / v (22)
Simplified according to equations (17) and (21):
Z welding = Z rest = 1.5c / v (23)
In the formula:
Z welding - the number of welding weeks. Z Hugh - the number of weeks of welding rest.
3. According to the formula (13) and the above-mentioned principle of plastic deformation of the welding material, the following formula is applied by applying the theory of material mechanics and cold deformation:
P=SKδδ (24)
In the formula:
P - electrode pressure value (N); S - projected area of ​​the upper and lower electrodes in the contact weld zone (mm2); δ - thickness of the weld material (mm); K - correction factor. For low carbon steel K = 20 ~ 40N / mm2.
In the actual calculation, for the sake of simplicity, the contact area of ​​the seam welding is regarded as the circle area of ​​the roller width B, that is,
S slit = (1/4) πBB ( mm2 ) (25)
For spot welding:
S point = (1/4) πd core (mm2) (26)
4. The welding heat index is mainly for the seam welding situation. Li Yan p refers to the formulas (2), (4), (11) according to the welding principle, according to the law of thermal equilibrium:
Q suction = Q (27)
Q suction = mcâ–³t
m=2Sδg (g-specific gravity)
In the formula:
In the calculation, there is a 20-30% current shunt according to seam welding.
Q=1.3Q suction (28)
The seam welder heat index refers to the heat adjustment range. There are usually 12 gears. The adjustment range is between 55 and 100%. The amplitude of each gear is:
Φ=(100~55)×100%/n=45×100%/n (29)
In the formula:
Φ - amplitude modulation value (%) per gear; n - number of heat index gears. Usually 12.
Percentage of heat = Q suction / Q × 100% (30)
Heat change amplitude = heat percentage - minimum adjustment percentage (55%)
Introduce the heat index formula:
Y=(heat change amplitude +10%)/Φ (31)
Considering the grid voltage change, its Y value is increased by 10%.
5. The width of the lap width is L, as shown in Figure 9. The width of the edge of the spot weld and the width of the seam of the seam weld are:
L point = L seam = 2d core (32)
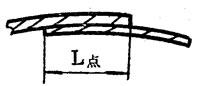
Figure 9
Sixth, using seam welding theory to implement improvement measures
1. Spot welding and seam welding are used to calculate the welding process parameters. For example, our factory's 150L yellow phosphorus steel drums are made of low-carbon steel plates with a thickness of 1.5mm.
(1) Select the spot welding electrode diameter. See Figure 7, which refers to equation (12):
d core = 2δ+3
Because δ = 1.5mm, d core = 6mm
Apply the formula ( 14) d pole = d core / (0.9 ~ 1.4)
In the calculation, take the median d pole = d core / 1.2 = 6 / 1.2 = 5mm
The electrode diameter was φ5 mm.
1 determine the spot welding pitch
C=25d core=25×6=150mm
2 Determine the width of the spot weld edge. Apply the formula (32):
L point = 2d core = 2 × 6 = 12mm
Determine the spot welding electrode pressure, using equations (24) and (26)
P=SKδδ=28.26×20×1.5×1.5=1272(N)
Where S = (1/4) πd core / d core = (1/4) × 3.14 × 6 × 6 = 28.26 mm2
K is 20N/mm2; δ=1.5mm.
(2) Determine the seam welding process parameters
1 Determine the shape and size of the seam welding electrode. The shape of the electrode is shown in Figure 8. Calculate the d core = 6 mm using Equation (12) and then calculate it using Equation (15).
B≥d core/O.9=6/O.9=6.7 (mm)
That is, B≥7, then choose B=8(mm)
2 seam welding time using the public (18) to calculate the spacing c
c=δ+1.5=1.5+1.5=3 (mm)
The welding time reference formula (19) is:
t=0.06c/v=0.06×3/0.9=0.2 (s)
Apply formula (17), t weld = 0.5t = 0.1 (s)
Weld welding machine and the number of weeks of suspension, refer to formula (23)
Z welding = Z rest = 1.5c / v = 1.5 × 3 / 0.9 = 5
8 electrode pressure application formulas (24), (25):
P=SKδδ=50.24×40×1.52×1.5=4521(N)
Where: S slit = (1/4) π BB = (1/4) × 3.14 × 8 × 8 = 50.24 (mm)
K takes a large value of 40 N/mm2.
4 Heat Index First, the chemical composition of the material is analyzed as shown in the following table:
The formula (2) carbon equivalent is:
C%=C+(1/16)Mn+(1/24)Si=0.041+(1/16)×0.462+(1/24)×0.241=0.079
Check Fe-Fe3C, phase diagram, Tm=1135°C, and then substitute formula (3), then △T=Tm-200°C=935°C, calculate Q absorption according to formula (4):
Q suction = mcâ–³t = 1227 (card)
In the formula:
C=0.46×103 (J/kg°C)
△t=935°C
m=2Sδq=11.8×10(-3) (kg)
Low carbon steel density q=7.85g/cm
For the seam welder exothermic Q, use equation (28)
Q=1.3Q suction=1595 (card)
Calculate the percentage of heat using equation (30):
Percentage of heat = Q absorption / Q × 100% = 76%
Heat change amplitude = heat percentage - minimum adjustment percentage = 76% - 55% = 21%
Where: the minimum adjustment percentage is usually 55%.
Because our factory uses FN-150-5 seam welder, its heat change has 12 files. Use equation (29). Then use the formula (30) heat index Y as:
Y=(heat change amplitude +0.10)/Φ=8
Through the above calculation, the secondary voltage value should be selected by the formula (11).
Because Q=0.24P electricity t, P electricity=V2I2
So V2=Q/0.24tII=6.04 (V)
Where Q = 1595 (card), t = 0.1 (S), and I2 = 11000 (A).
Based on the above calculations, the process parameters are as follows:
(1) Spot welder process parameters
1 electrode diameter: φ5mm;
2 spot welding pitch: 150mm;
3 lap width: 12mm;
4 electrode pressure: 1272N.
(2) Seam welding process parameters
1 electrode roller width: 8mm;
2 welding weeks: 5;
3 welding stop interest weeks: 5;
4 electrode pressure: 4520N;
5 calorie index: 8;
6 times extreme voltage: 6v, select 6.04v.
2. Adjust the shaft and sleeve of the upper and lower electrode wheels to trim or replace the ablated parts. Re-form the paste lubricant with a 1:3 ratio of castor oil to graphite, which not only ensures its electrical conductivity, but also ensures good lubrication of the shaft and sleeve. It has a 3-4 times increase in service life.
3. Re-adjust the lower electrode arm of the seam welder and add up and down adjustment screws. The axis error of the upper and lower electrode wheels is not more than ±4.5mm, and the adjustment error is ±0.5mm, as shown in Figure 10. Make the contact area of ​​the two wheels more than 80%. The weld is evenly distributed and the amount of deformation is reduced.
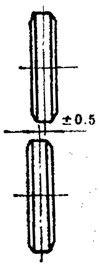
Figure 10
4. Correct the upper wheel of the seam welder. Processing with T8A material, heat treatment HRC 60 ~ 65. The technical requirements are met, and the tooth shape correction of the upper and lower electrode rollers can be better, and the tooth shape of the upper electrode is parallel.
5. It is stipulated that the electrode roller is idling before each shift, and the tooth profile is corrected for 0.5 to 1 hour. A ramie-graphite lubricant was added once per 1500 barrels of welding.
Seven, conclusion
Last year, after the factory determined the welding process parameters and implemented other measures according to the above method, the welding qualification rate was 99.4%, and the product qualification rate was 98%. The weld seam has a clear and uniform tooth shape and is still in normal production.
From April to June this year, spot welding and seam welding were carried out on the barrels of 50L, 100L and 200L steel drums with thicknesses of 0.8-1.2mm, respectively, with a pass rate of 99.5%. It provides conditions for the production of multi-species steel drums on the 150L yellow phosphorus barrel production line.
references
1. "Metal Technology", Tan Rongsheng, etc., Jiangsu Science and Technology Press, 1981.
2. "Welding Technology", "Welding Technology" Writing Group, National Defense Industry Press, 1981.
3. Metal Materials and Heat Treatment, Shi Meitang, Shanghai Science and Technology Press, 1985.
4. "Handbook of Welding Data Materials", Fu Jihe, etc., Mechanical Industry Press, June 1994.
5. Practical Welding Handbook Beijing Technical Cooperation Committee, Water Power Press, 1983.
With more than 20years experience in the feild of paper packaging, our frozen food packaging boxes will keep your food well and safety preserved, make it more attractive.We have a large of selection for food packaging, such as Spring roll box, forzen vegetable box, Salmon Box, Frozen Shrimp Box
Detailed Images:


Description of Frozen food packaging of Sunshine Packaging
Product Name : Frozen food packaging
Material: Cardboard paper, kraft paper, corrugated paper, art paper, or as per your requirements
Size: Customized size
Color: CMYK or Pantone color or customized
Printing : Offset printing, flexo printing
Surface processing: Lamination, vanish, UV coating, PE Coating, Embosing, Hot stamping
Advantage: Food grade, Safety, Eco Friendly , Water-resistant, oil-resistant, fast delivery
Packaging: Customized
Quality control: Paper material seletion, pre-production insection, Machine testing, Inspection during Assembling, Semi-finished products inspection, Production inspection Packing: Standard export carton or as per customer's requirmenet
Lead time: Sample time: 7~10days; Mass prodction: 4~5weeks according to the order quantity
Payment term:T/T: 30% deposit,the balance paid against copy of bill of lading.
Frozen Food Paper Box
Frozen Food Paper Box,Frozen Vegetable Box,Salmon Box,Frozen Shrimp Box
Weifang Sunshine Packaging Co., Ltd. , https://www.paperboxbagpack.com