Although there are many types of portable paper bags, the vast majority of portable paper bags on the market are still rectangular in shape and shape, and single orders are often printed in small quantities. Generally, Offset Printing is used to complete printing. Its production process is relatively simple, and production can be completed according to the commonly used process methods of offset printing and postpress processing. However, if we can make some changes to the processing methods for the special features of paper bags, we can save costs and increase production efficiency. Let's talk about some of my experience in this area for your reference.
Reuse of molded plates
In most cases, the portable paper bag is not a direct packaging product, but the product is first packed in a paper box or a plastic bag, and then placed in a hand-held paper bag, so as to be portable and look good, which makes the customer's hand bag The dimensional accuracy requirements are often less stringent than the trays. According to the characteristics of a portable paper bag, the author has accurately summarized the length, width, and height of the hand-made paper bags that we have produced in the past and classified them according to the height of the hand-held paper bags.
For example, the height of the hand-held paper bag is between 25cm and 30cm, and all the moulded plates of the hand-held paper bag in this height range are numbered, placed under the serial number, and kept in the record book. The exact dimensions of the plate (including length, width, and height), the typesetting of the stamped plate, the distance from the stamped version of the crenellation to the crease line at the handle. When customers print portable paper bags, they first look up the statistics and have the same size. If there are only similar-sized hand-held paper bags, they can negotiate with customers whether they can print at similar sizes. If they are accepted by customers, Using this size for plate making, printing, and then indentation processing using the original die plate, saves the cost and time for making a die plate. For enterprises with large paper bag production, this can achieve considerable economic benefits. For the portable paper bags that must be made into new moulded plates, the new molded plates should try to maintain a uniform typesetting method, and the distance from the edge of the mouth to the indentation line at the handle should be kept uniform. Reuse later.
Molding method
1. Use cardboard instead of indentation line
Most of the paper used for making paper bags is coated paper or kraft paper with a basis weight of less than 250 g/m2. In the final folding, manual folding is used. Therefore, indentation processing of paper bags generally does not require indentation lines to be used in conjunction with steel wire, but use cardboard instead of indentation lines. The specific operation is as follows.
(1) Clean the bottom of the die-cutting machine first, stick the double-sided adhesive, and then lay a layer of cardboard with a basis weight of about 500 g/m2 to make it firmly adhere to the bottom plate.
(2) Using a larger molding pressure, the die cutter is used to indent the cardboard. After the cardboard is pressed several times, deeper grooves will appear. Care must be taken not to crush the cardboard.
(3) Reduce the molding pressure, put the paper, and press the fold marks. This crease needs to have a certain depth, so that the manual folding is not easy to run, but not too deep, so that the paper is broken after being crushed or folded, or because the plastic deformation of the crease is too heavy, resulting in the portable paper bag in the future The use of easy to break, affect the service life. Especially when the kraft paper is indented, the kraft paper is more brittle and the toughness is inferior to the coated paper, and the molding pressure must be properly grasped.
In order to make the paper bag easy to fold, but not to fracturing, you need to pay attention to the following points.
(1) The pad must have sufficient thickness;
(2) Press the pad paper out of the groove before molding;
(3) The pressure during formal molding should be appropriate;
(4) Along the direction of the paper web, the paper is folded better, and the molding pressure can be smaller; while perpendicular to the direction of the paper web, the paper is difficult to fold, and the molding pressure can be increased locally.
2. Indentation on the back of the paper
When molding by folding after molding, some indentation lines fold the printed surface outward, and some indentation lines fold the printed surface inward. The most likely to break during use is the four sides and four vertical lines at the bottom of the rectangle. These folds are folded outwards. In order to reduce the damage caused during the folding process of the portable paper bag, the indentation of the paper bag should adopt the back indentation, that is, when the indentation is made, the steel wire is in contact with the back of the paper so that the crease protrudes toward the printing surface. Since the indentation line should be precisely aligned with the frontal image of the paper, this requires that the edge of the crepe and the side of the side-edge of the printing should be consistent with the edge of the crepe and the edge of the side-edge of the embossing.
Paper opening method
Because the printed sheet has a width of about 1cm in width is not printed, and the scope of the finished product also requires a rule line, color standard, etc., so for general print, the paper is first cut larger than the finished product, postpress processing At the same time, cut the surrounding waste paper with a cutter or die cutter. If the indentation processing of the paper bag is to replace the indentation line with a cardboard, the die cutting and the indentation should not be carried out at the same time, so the hand bag is generally only indented and not die-cut. If the paper edge is cut with a paper cutter before indentation, the accuracy of the indentation will be affected. If you leave it to be pressed after cutting, it will not be easy to trim because the paper is deformed when it is molded. Therefore, the commonly used method is to cut the paper into the unfolded size of the finished product before printing. After the printing, only indentation processing is performed, and cutting or die-cutting is not required. This saves the production cost and paper cost of the embossed plate. It also makes the production process more efficient.
As shown in Fig. 1, the rectangular, portable paper bags with length, width and height of a, b, and h, respectively, have the following conversion relationships between the finished sizes a, b, h and the finished product sizes A, B: Length A after unfolding = 2 × (a + b) + side sticky mouth, after the expansion of the width B = fold + h + bottom, wherein the side sticky mouth is generally 2cm, fold is generally 5cm. When the paper size is tight, the side sticks and folds can be slightly narrower. If the paper bag is very large, it should be slightly wider. The bottom of the portable paper bag = 0.5 x b + bottom sticky mouth, the bottom sticky mouth is generally about 1cm, if the portable paper bag is large, it can be wider.
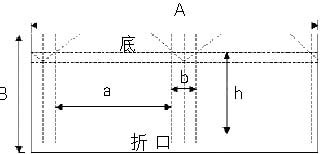
Figure 1 Finished Product Deployment
Figure 2 layout diagram
Typesetting method
Due to the use of sheet-fed offset printing technology, it is not possible to print on the side of the mouth. Therefore, the folding edge of the portable paper bag must be used as the edge of the mouth. The folded edge is folded into the bag. Although the white edge is left, it does not affect the appearance.
The portable paper bags can be arranged in the order of side, front, side, front, and sticky, or they can be typed in the order of front, side, front, side, and sticky. If you print a large-area base paper bag, the former method is more conducive to printing, as shown in Figure 2, which helps to prevent the pick-up of the delivery roller at the crease, so as not to scratch the paper bag Positive. The front of the paper bag has stricter quality requirements and should not be printed on the edge of the paper.
If you use the typesetting shown in Figure 2, you must choose the left side of the side rule. Because of the size of the cut paper, its size cannot be strictly consistent. When the left edge is used as the side edge, that is, the position of the image on the paper is based on the left edge of the paper, if the paper size is inconsistent, the size of the stickiness will only be affected, and the quality of the product will not be affected within a certain range. . Conversely, if the right side is used as the side edge, when the position of the image on the paper is determined based on a certain print sheet, the width of the left side of the paper will exceed or fall below the specified size due to the change in the paper size, which will affect the product quality.
Normally, the rule lines are set outside the finished product range. When the paper is cut to the size of the finished product, the rules line cannot be printed. Therefore, in the typesetting process, the necessary rules must be intentionally moved to the finished product. Stick into it or fold it inside. At the same time, the printer has to precisely locate the image on the printed sheet against the manuscript.
Reprinted from: "Printing Technology"
Containing mixed solvent,ultrafine abrasive sand,strong decontamination(scratch,dirty,dirty stain and various oxide).Improve the non-image area doesn`t sense grease,form good hydrophilic film.While removing the ink,improve the image area sense grease.Various plate(UVplate,aluminium plate,zinc plate,etc)can be use.Method of use:1.Shake well before use.2.Dip with a wet sponge into it,gently wipe the plate and water washing plate again, after clean dirty can start to printing.3.Be sure to cover cap tightly.
Clean Printer Rollers,Uv Plate Cleaner,Recover Plate Cleaner,Surface Plate Cleaner
Shanghai Chenjie Printing Material Co., LTD , http://www.shprintbar.com