There are many factors to consider when determining the appropriate printing pressure. For example, the pressure of gravure printing is higher than the pressure of embossing, the pressure of embossing is greater than the pressure of plain printing; the pressure of copper and zinc plate can be greater, and the photosensitive resin plate can only use less pressure because of its low strength. Solid prints can get thick and thick imprints under great pressure, while fine dot prints emphasize the use of as little pressure as possible on the premise of clear prints, so as not to lose layers due to dot gain; printing pressure should follow The increase in the number of printed products and the appropriate increase, and so on. In short, to determine pd according to the actual production, comprehensive consideration of the various factors affecting pd, and even if pd is determined, it is often appropriate to adjust according to specific circumstances.
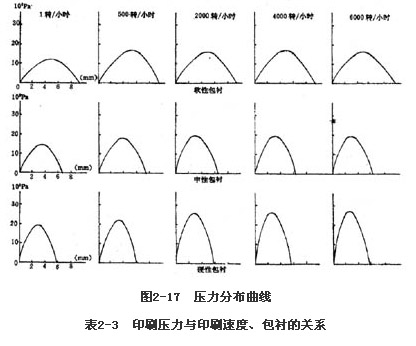
Figure 2-17 Pressure Distribution Curve
Table 2-3 Relationship between printing pressure and printing speed and lining
1 revolution/hour maximum pressure (Pa×105) 13.13 15.19 20.38
The average pressure (Pa × 105) 8.23 ​​9.80 13.42
Contact time (s) 34.4 24.8 20.4
500 rpm maximum pressure (Pa × 105) 16.56 19.92 23.58
The average pressure (Pa × 105) 10.49 13.03 16.17
Contact time (s) 0.076 0.057 0.048
2000 rpm maximum pressure (Pa × 105) 16.76 20.28 26.65
The average pressure (Pa × 105) 10.58 13.38 17.74
Contact time (s) 0.0172 0.0122 0.0108
4000 rev / h maximum pressure (Pa × 105) 17.25 20.87 27.24
The average pressure (Pa × 105) 11.47 13.32 18.03
Contact time(s) 0.0086 0.0062 0.0052
6000 rpm maximum pressure (Pa × 105) 17.44 20.68 27.44
The average pressure (Pa × 105) 11.56 14.41 18.62
Contact time (s) 0.0055 0.0040 0.0034
There have been many researches on the appropriate printing pressure pt, and some reference data have been put forward. In the main area of ​​relief printing, the study of Lehigh University in the United States believes that in text printing, pt should be in the range of (1.74 to 5.19)×104N. Within the range of /m or (1.37-3.43) x 106 Pa, using field printing, pt should be in the range of (5.19-9.6) x 104 N/m or (4.11 - 8.23) x 106 Pa; some Soviet literature suggests that Text version, pt should be in the range of (9.8 ~ 24.5) × 105Pa, using the field version, pt should be in the range of (3.43 ~ 11.7) × 105Pa. In the field of plain printing, the United States Printing Technology Association (LTF) proposed that a hard lining is used. When the compression amount λ=0.15mm, the pt is appropriate around 2.8×104N/m. The experimental report of the former Soviet Union ииип believes that the rigid lining is adopted. When λ = 0.1 to 0.2 mm, pt is in the range of (6.8 to 9.8) × 105 Pa. The pt of the gravure is dependent on the nature of the impression cylinder and is generally considered to be between (4.41 to 5.24) x 105 Pa.
Source: Bison

The essence of stamping is transfer, which is the process of transferring the pattern of the stamping paper to the substrate through heat and pressure. Hot stamping, bronzing paper melt adhesive layer, and form adhesion on the surface of substrates, and silicone resin flow of tipping paper mold release agent, carrier and membrane separation, carrier film graphic above will be transferred to substrates. The reason for the transfer is that the heat solution of the heat solution is caused by the adhesion.
Hot stamping is suitable for most printing materials, especially paper, plastic, wood, etc., but it is not completely suitable for non-sprayed metal, ceramic and surface unprocessed glass.This style Hot Stamping Machine have a huge pressure, can finish embossment on paper, wooden, leather.
Large Pressure Stamping Machine
Large Pressure Hot Stamping Machine,Large Size High Pressure Hot Stamping Machine,Large Pressure Hot Foil Stamping Machine
KC Printing Machine (Group) Limited , http://www.kcautopm.com